Principe de l'injection
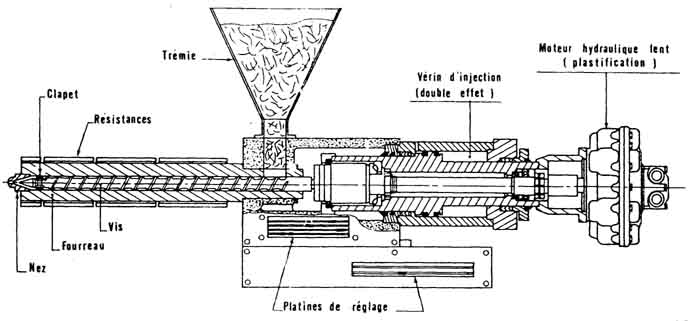
LA PLASTIFICATION
il s'agit de l'opťration consistant ŗ transformer, par apport de chaleur, des granulť, en une masse de consistance gťnťralement p‚teuse (ťtat plastifiť) capable de circuler ŗ travers un rťseau de canaux et d'ťpouser parfaitement les formes de la cavitť du moule. Le plastique circule au contact de parois mťtalliques relativement froides abaissant progressivement sa tempťrature. Il y a lieu de lui donner une vitesse de dťplacement suffisante pour ťviter une solidification prťmaturťe ; pour cela il est nťcessaire d'associer ŗ la tempťrature de moulage une forte pression, celle-ci s'avťrant ťgalement dťterminante pour obtenir une bonne mise en forme et un bon ťtat de surface de l'objet moulť.
Les plastiques ne peuvent Ítre chauffťs sans dťtťrioration, que dans un intervalle de tempťratures parfois assez restreint. La plage de tempťrature ŗ l'intťrieur de laquelle le moulage est possible, se situe entre la tempťrature de fusion (qui n'a de signification qu'avec les polymťres cristallins pour lesquels on peut la dťfinir avec prťcision) et la tempťrature de debut de dťcomposition.
Pour les polymŤres amorphes, la borne infťrieure est souvent assez mal connue.Cette plage de tempťrature constitue la plage de moulage . Celle-ci s'ťtale sensiblement entre 150į et 300įCdans les cas les plus favorables ( polystyrŤne, polyťthylŤne, ect..), mais peut se rťduire ŗ une vingtaine de degrťs ou moins avec les produits les plus sensibles ŗ la chaleur (polychlorure de vinyle, polyamides ). Elle varie de 50 ŗ 100įC pour de bon nombre de plastique.
Il existe beaucoup de sorte de matiŤres diffťrentes, le choix de la matiŤre dťpend gťnťralement du type de piŤce ŗ mouler. Il faut avant tout savoir avec prťcision l'usage que l'on veut en faire.Ensuite, il faut ťtudier son comportement dans le temps selon certain critŤre tel que la rťsistance mťcanique, son exposition au ultra violet (U.V) , sa souplesse , si elle rťsiste face ŗ certains solvants.
Enfin, l'injection ne se limite pas seulement aux thermoplastiques: ťlastomŤres, thermodurcissables et autres cťramiques peuvent bťnťficier des atouts de ce mode de transformation.
En savoir plus...Copyright © Mars 2003 AJT
CARACTERISTIQUES PRINCIPALE
FORCE DE FERMETURE
La force de fermeture est la force nťcessaire pour maintenir le moule fermť lors de l'injection. Cette force est calculťe par rapport ŗ la pression exercťe dans le moule pendant l'injection . Elle doit Ítre supťrieur ŗ la pression d'injection ( de 20 ŗ 25% supťrieur ). Il est obligatoire d'exercer un verrouillages du moule, sinon lors de l'injection, il se produit une ouverture et du toilage sur les piťces.
COURSE DE FERMETURE OU D'OUVERTURE
Elle conditionne la profondeur maximale des piŤces moulables. La course d'ouverture doit Ítre au moins ťgale au double de cette profondeur. La course de fermeture peut-Ítre rťglable en vue d'obtenir un gain sur le temps d'ouverture lorsque les piŤces produites sont peu profondes.
PASSAGE ENTRE COLONNES
Il dťtermine la largeur maximale du moule exploitable, ŗ moins d'ťquiper la presse avec une colonne dťmontable, solution devenue assez courante.
DIMENSIONS DES PLATEAUX
Elles fixent les valeurs extrÍmes possibles pour l'une des dimensions transversales du moule.
EPAISSEUR DE MOULE MINIMALE
Il est inutile d'obtenir une fermeture complŤte des plateaux lorsqu'aucun moule n'est montť dessus. La distance entre plateaux en position moule fermťe, reprťsente alors le moule d'ťpaisseur minimale exploitable.
EPAISSEUR DE MOULE MAXIMALE
si l'on veut conserver, pour la course d'ouverture de la presse , la valeur maximale possible en utilisant un moule plus ťpais que le moule minimal ( cas frťquent), il est nťcessaire de prťvoir un rťglage permettant de reculer le plateau mobile par rapport ŗ la position correspondant ŗ celle du serrage minimal. Ce rťglage, ajoutť ŗ l'ťpaisseur du moule minimal, donne l'ťpaisseur maximale de moule possible dans ces conditions.
SURFACE FRONTALE OU SURFACE PROJETEE
C'est la projection de la matiŤre sur la surface totale des empreintes, y compris la surface des canaux d'alimentation ramenťe sur un plan.